Категории
български
|
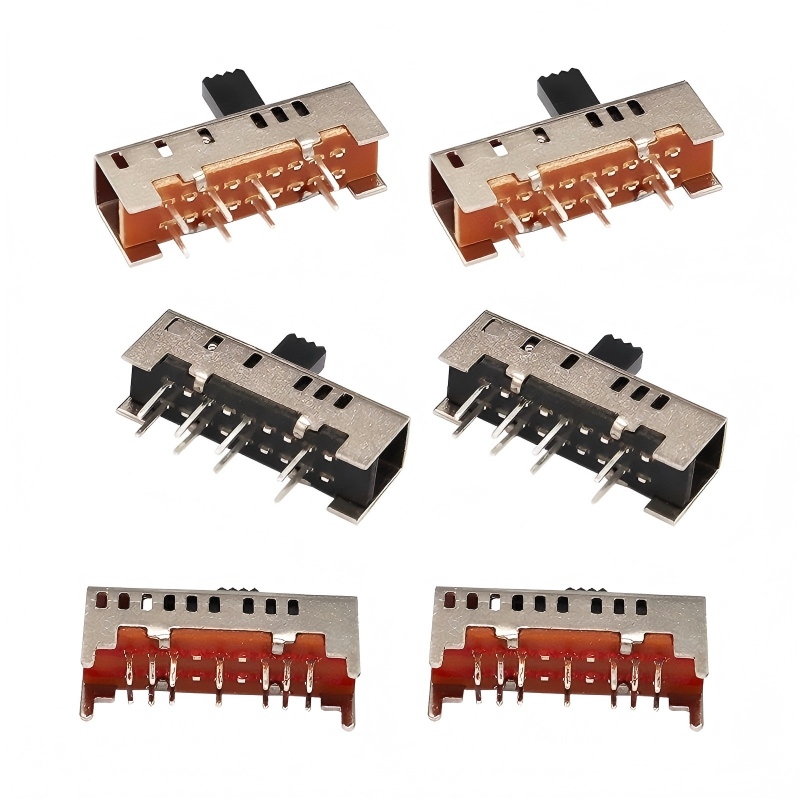
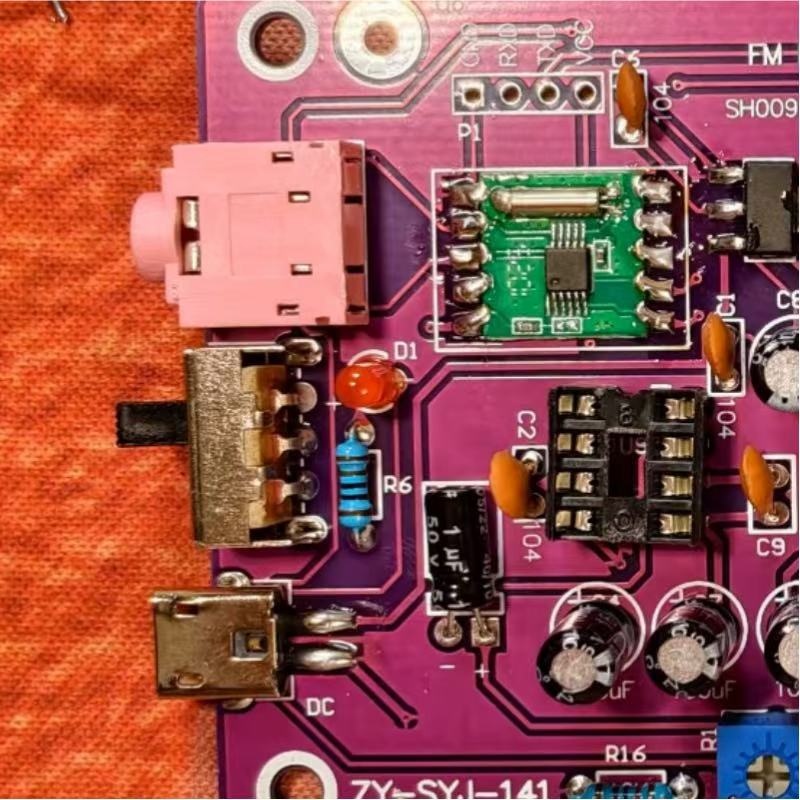
При сглобяването и ремонта на електронни продукти запояването е критичен процес, който осигурява надеждни връзки на вериги. За често използвани компоненти, като електронни превключватели, различните методи за запояване могат директно да повлияят на тяхната производителност, продължителност на живота и цялостната стабилност на устройството. Тази статия разглежда ефектите от три често срещани техники за запояване-ръчно запояване, повторно запояване и запояване с вълна-на електронни превключватели, заедно с практически препоръки за избор.
1. Ръчно запояване
Ръчното запояване е най-традиционният и гъвкав метод, особено подходящ за малки-партидно производство, ремонти или създаване на прототипи.
Предимства:
· Висока гъвкавост: Позволява прецизна работа за превключватели с различни спецификации и разположение на щифтовете.
· Контролируем термичен шок: Опитните оператори могат да управляват времето за контакт с желязото, за да минимизират термичните щети на вътрешната структура на превключвателя.
· Силна приложимост: Идеален за специални ключове, трудни за запояване с автоматизирано оборудване (например микропревключватели, водоустойчиви превключватели с корпуси).
Потенциални рискове:
· Термично увреждане: Продължителната работа или прекомерната температура могат да разтопят пластмасовите части или да причинят загряване на вътрешни метални контакти, което да повлияе на тактилното усещане и продължителността на живота.
· Съединения със студено запояване: Недостатъчната температура или неравномерното запояване може да доведе до ненадеждни връзки, повишено контактно съпротивление или прекъсваща проводимост.
· Риск от статично електричество: Неправилното боравене може да предизвика статично електричество, което да повреди чувствителните вътрешни контакти.
Препоръки:
· Използвайте температура-контролиран поялник, идеално настроен между 280–320°C.
· Приемете a "прилепващо запояване" подход, ограничаващ времето за запояване на щифт до не повече от 3 секунди.
· Предпочитайте проводници за запояване, съдържащи сребро или мед, за да подобрите проводимостта и механичната якост.
2. Запояване с препълване
Запояването с препълване е основният метод за повърхност-технология за монтиране, къдетоe спояващата паста се разтопява чрез горещ въздух или инфрачервено нагряване, за да се образуват връзки.
Предимства:
· Висока консистенция: Подходящ за масово производство, осигуряващ равномерно нагряване на всички щифтове на превключвателя и стабилно качество на спойката.
· Здрави спояващи съединения: спояващата паста образува надеждни интерметални съединения по време на топенето, осигурявайки здрави връзки.
· Висока автоматизация: Може да се интегрира с кирка-и-поставят машини за напълно автоматизирано производство.
Потенциални рискове:
· Натрупване на термичен стрес: Продължително излагане на високи-температурни зони (обикновено 220–240°C) може да ускори стареенето на пластмасата или да причини деформация на корпуса.
· Спояване на мостове: Прекомерната спояваща паста или тясното разстояние между щифтовете може да доведе до късо съединение между съседни щифтове.
· Изискване за устойчивост на висока температура: Превключвателите трябва да бъдат направени от високо-температура-устойчиви материали (напр. LCP пластмаса, висока-температурен найлон).
Препоръки:
· Изберете превключватели с топлоустойчивост от ≥260°C.
· Оптимизирайте температурния профил на запояване чрез претопяване, за да избегнете прекомерни пикови температури или продължителни високи-температурно излагане.
· За микропревключватели с гъсто разположение на щифтовете, обмислете използването на шаблони за печат с паста за запояване или приспособления, за да ограничите разпространението на пастата.
3. Вълново запояване
Запояването с вълна се използва предимно за преминаване-дупка компоненти, къдетоe щифтовете преминават през разтопена спойка, за да образуват връзки.
Предимства:
· Висока ефективност: Идеален за големи-обемно запояване на през-ключове за дупки.
· Отлична способност за запълване: спойката запълва напълно-дупки, осигуряващи надеждно механично закотвяне.
· Разходи-Ефективен: Усъвършенстваното оборудване и процеси го правят подходящ за традиционния щепсел-в производството на превключватели.
Потенциални рискове:
· Силен термичен шок: Моментален контакт с високо-температурни вълни на спойка (обикновено 250–260°C) може да причини пластично напукване или вътрешна структурна деформация.
· Запушване на спойка: Лош поток на спойка или неправилно проектирани отвори за щифтове може да доведе до запушване на спойка в движещи се части.
· Замърсяване с остатъци от флюс: Флюсът може да проникне във вътрешността на превключвателя, което да засегне дълго-надеждността на контакта или причиняване на електрохимична корозия.
Препоръки:
· Дайте приоритет на превключвателите с топлина-устойчиви структурни дизайни (напр. подсилени ребра, висок-температурни пластмаси).
· Контролирайте стриктно времето за контакт с вълново запояване (препоръчва се 2–4 секунди).
· Внедряване на пост-процес на почистване на запояване за отстраняване на остатъчния флюс.

Длъжност: sales manager
отдел: sales department
Фирма Телефон: +86 0769-86341524
Е-мейл: Свържете се с нас
Мобилен телефон: +86 17774772320
уебсайт: dgxztechco.bulb2b.com
адрес: No. 250, shiheng avenue, shipai town, dongguan City

































 Потребителски вход
Потребителски вход